| 型号 : | H-52019040801 | 品牌 : | 红泰 |
| 加工定制 : | 是 | 类型 : | 一体式 |
| 适用领域 : | 多适用 | 用途 : | 工业用 |
| 槽数 : | 多槽 | 超声清洗频率 : | 定制 |
| 清洗温度 : | 定制 | 工作方式 : | 全自动 |
| 外形尺寸 : | 定制 | 功率 : | 定制 |
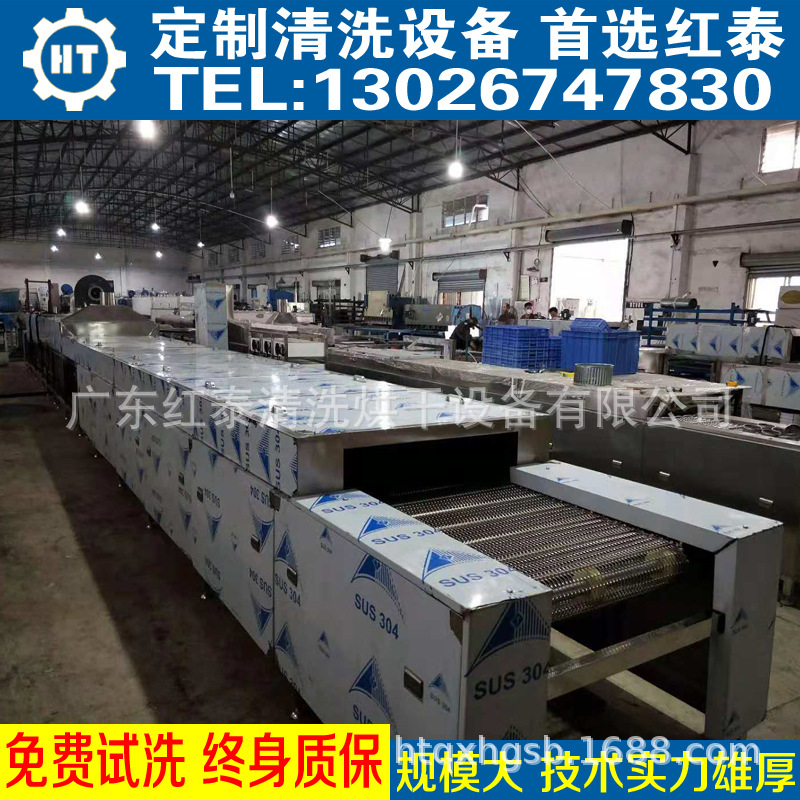
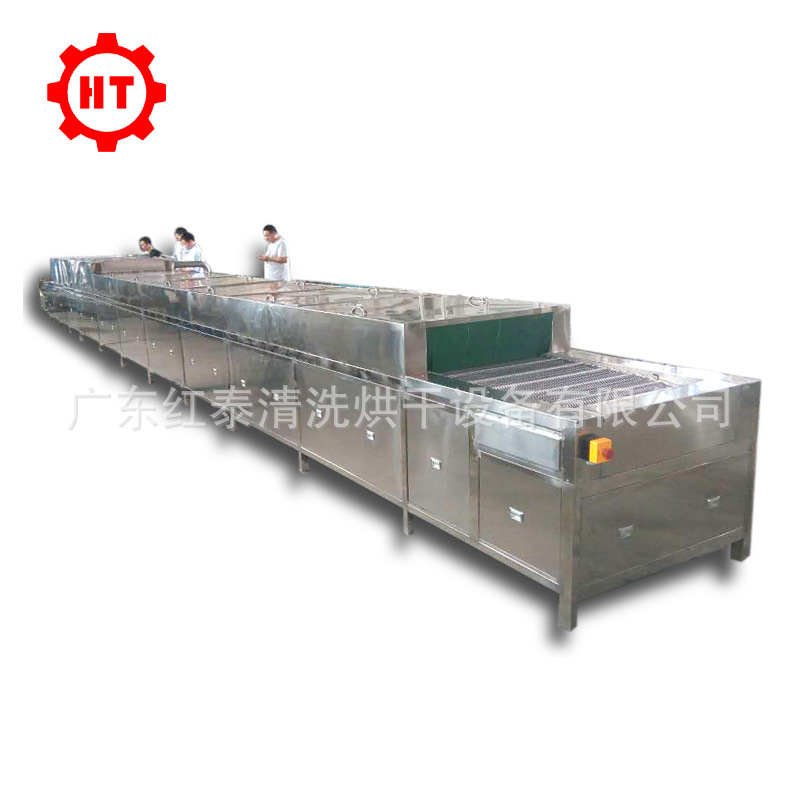
螺母紧固件清洗机厂家定做通过式超声波喷淋除油除屑清洗、烘干线
本设备为非标设备,内槽尺寸、功率根据客户要求制作,我司技术人员可上门为使用方测量现场尺寸,设计定制型方案供贵司选择!

江门红泰公司是一家专业生产不锈钢螺丝清洗机的企业,本公司制造的不锈钢螺丝清洗机性能优异,价格公道,选择不锈钢螺丝清洗机请认准“红泰”商标。全国谭 经 理 26010749
不锈钢螺丝顾名思义就是不锈钢材质的。是用不锈钢线材墩打而成的螺丝。不锈钢我们一般用字母SUS来表示。不锈钢螺丝的材质一般有201不锈钢,304不锈钢,316不锈钢,404不锈钢等。一般我们常说不锈钢螺丝SUS304的,是指这个不锈钢螺丝的材质是304的。在此对不锈钢螺丝的材质介绍就说到这个,下面让红泰公司的技术人员为大家讲述一下我司 新研发的不锈钢螺丝清洗机的清洗工艺流程说明:
一、不锈钢螺丝清洗机工艺流程:
上料超声波除油超声波去氧化皮超声波抛光7090热水浸洗10秒高压风切水热风炉烘干下料
二、不锈钢螺丝清洗机工艺说明:
1、不锈钢螺丝清洗除油
红泰公司建议使用超声波清洗方式,超声波清洗槽内放入弱酸性、高性能除油剂HT-HTCY02,清洗剂为弱酸性液体,对油污具备良好的渗透、分散、润湿、皂化、乳化能力,具备极其优良的清洗性能。
(1)不锈钢螺丝清洗时使用的温度:常温
(2)不锈钢螺丝清洗时使用方法:将HS-HBCY02原液适量加入超声波振动槽内,将不锈钢螺丝超声波振动清洗适当时间后过清水。
(3)不锈钢螺丝清洗时间:38分钟
(4)不锈钢螺丝清洗时药剂使用量:100kg;不锈钢螺丝添加HT-HTCY02:0.250.5kg。
2、去氧化皮
红泰公司建议使用不锈钢螺丝专用清洗剂HT-HTCY02,清洗剂为中度酸性液体,对不锈钢螺丝等复杂、特殊结构表面氧化皮、碳化物具备优良的去除性能,不锈钢螺丝清洗后,并能加速不锈钢表面自钝化,使清洗后的不锈钢螺丝具备良好地耐盐雾性能。
(1)不锈钢螺丝去氧化皮时使用的温度:常温
(2)不锈钢螺丝去氧化皮时使用的方法:将HT-HTCY02原液适量加入超声波震动槽内,将不锈钢螺丝超声波振动清洗适当时间后过清水。
(3)不锈钢螺丝去氧化皮清洗时间:230分钟。
(4)不锈钢螺丝去氧化皮时药剂使用量:100kg;不锈钢螺丝添加HT-HTCY02:15kg。
3、抛光
红泰公司建议使用不锈钢螺丝专用研磨抛光液HS-HBPG03,抛光液为弱酸性粘稠液体,对不锈钢螺丝具备优良的抛磨性能,经本产品抛光后的不锈钢螺丝闪闪发亮,具备非常漂亮地外观效果。
(1)不锈钢螺丝抛光时使用的温度:常温
(2)不锈钢螺丝抛光时使用的方法:将HS-HBPG03原液适量添加入超声波槽内,利用超声波震动对不锈钢小零件进行抛磨一定时间后过清水。
(3)不锈钢螺丝抛光时时间:1030分钟。
(4)不锈钢螺丝抛光时药剂使用量:100kg;不锈钢螺丝添加HS-HBPG03抛光液0.51.0kg
注意事项
(1)除油、去氧化皮、抛光三道工序之间水洗要充分,不锈钢螺丝抛光以后更要充分水洗干净后再进热风烘干炉烘干。
(2)如不锈钢螺丝表面只有很少量氧化皮、碳化物,可除油、充分水洗后直接抛光。
(3)清洗剂有一定酸性,不锈钢螺丝清洗操作过程中要戴橡胶手套,如不慎溅洒在裸露皮肤上,请马上用清水清洗。
(4)保持不锈钢螺丝清洗现场水源方便,排水畅通,通风良好。
本公司可按客户的需求定做各类不锈钢螺丝清洗机!客户提出您的要求,我们来设计。
详 情 请 咨 询: 谭 经 理
以上是不锈钢螺丝清洗机的简要介绍,具体情况 是根据客户的产品材质、大小、污垢成分、每天清洗的数量来进行设计。客户在询价之前请务必提供以上几个参数,如方便的话 带上贵司的产品来我司进行试验,我司提供有专机供客户试验,根据试验结果制定相应的设计方案,待客户确定方案后再报价。
待清洗工件的材质(钢/铝/铁/混合金属/玻璃/塑料等材质)与结构、规格尺寸;
结合工厂产能估算工业超声波清洗机需满足的清洗速度和数量(每分钟需清洗多少工件/每天需要满足的清洗量是多少);
明确待清洗工件表面的附着污物(油/脂/蜡/锈/膏/尘/屑);
明确工件清洗工艺及前后需配套的生产工艺(抛光/磷化/钝化/陶化/电镀/喷涂/真空镀膜或其他处理工艺);
选择适合超声波清洗的配套工业清洗方法,通过清洗实验判断应使用水性清洗液还是配套化学清洗剂。
通过对以上五点的分析,选择合适的工业清洗系统、设计合理的清洗工序并配置适当的清洗液。
超声波清洗机应注意哪些方面-选择清洗剂
清洗液的物理特性对工业超声波清洗效果有直接的影响,其中蒸汽压、表面张力、粘度以及密度是 显着的影响因素。温度能影响这些因素,也能影响工业超声波清洗中空化作用的效果。
任何清洗系统必须使用清洗液。水性工业超声波清洗系统通常由敞口槽组成,工件浸没于槽内;复杂的工业超声波清洗系统由多个槽体组成,并配备循环过滤系统、喷淋系统、干燥系统等其他配套系统。
对于配套化学溶剂的工业超声波清洗系统,多为超声波气相式除油除脂清洗系统,常配备废液连续回收装置。超声波气相清除油脂过程是由溶剂蒸发槽和超声波清洗槽组成的多槽清洗系统完成的。随着溶剂蒸发与超声波激荡的共同作用,油、脂、蜡等其它溶于溶剂的污垢就被清除。经过一系列清洗工序后下料的工件发热、洁净、干燥。
选择清洗溶剂时,应注意以下三个因素:清洗效率:通过清洗实验选择 有效的清洗溶剂,如果是在现在的清洗工艺中引入超声波清洗工艺,所使用的溶剂一般不需要变更;
操作安全简单:所使用的溶剂应该安全无毒,操作简单且使用寿命长,利于回收循环使用;
成本 化: 廉价的清洗溶剂使用成本不一定 低选择清洗溶剂一定要综合考虑溶剂的清洗效率、安全性、利用率(一定量的溶剂可清洗多少工件)等因素。当然,所选择的清洗溶剂必须达到清洗效果,并应与清洗的工件相容。水,是 普遍的工业超声波清洗溶液,水基溶剂型工业超声波清洗机操作简单、使用成本低、应用广泛。然而某些材料与污垢并不适用于水性溶液,可适当选择其他化学溶剂。
清洗工件与清洗工装超声波清洗的另一个考虑因素是清洗工件的上下料(或放置清洗工件的)工装的设计。
*清洗工件在超声波清洗槽内时,无论清洗工件还是清洗件工装(篮)都不得触及槽底。清洗件总的横截面积不应超过超声槽横截面积的70。
*橡胶以及飞钢化塑料会吸收、减弱超声波能量,故此类工件用于工装时应谨慎;
*绝缘的清洗件也应引起特别注意。
*工装篮的设计应考虑槽体结构、工件形状与数量及单批次清洗时的工件重量。工装蓝设计不当,或所盛工件太重,纵使的工业超声波清洗系统的清洗效率也会大大降低。
*任何材料工件,如果网眼高于50目(每平方英寸上的孔眼是50个),会将超声波反射回去,难以达到超声清洗的效果。
工业超声波清洗机允许的占地空间与选型
在选择工业超声波清洗时,设备的占地面积是重要的设备选型虑因素。设备可允许的空间范围及清洗工件的清洗量,直接影响了工业超声波清洗机作业的方式:
超声波振板
单槽/多槽式手动/机械臂式工业超声波清洗机
链条(网)通过式工业超声波清洗机
垂直升降式工业超声波清洗机
悬挂链式工业超声波清洗机
电动吊葫芦式工业超声波清洗机
其他非标定制型超声波清洗机
超声波换能器的选择与常见问题
现存两种换能器,一种是磁力换能器,由镍或镍合金制成;一种压电换能器,由锆钛酸铅或其他陶瓷制成。
将压电材料放入电压变化的电场中时,它会发生变形,这就是所谓的压电效应。相对来说,磁力换能器是用会在变化的磁场中发生变形的材料制成的。
超声波换能器常见问题
1、超声波振子受潮,可以用兆欧表检查与换能器相连接的插头,检查绝缘电阻值就可以判断基本情况,一般要求绝缘电阻大于5兆欧以上。如果达不到这个绝缘电阻值,一般是换能器受潮,可以把换能器整体(不包括喷塑外壳)放进烘箱设定100左右烘干3小时或者使用电吹风去潮至阻值正常为止。
2、换能器振子打火,陶瓷材料碎裂,可以用肉眼和兆欧表结合检查,一般作为应急处理的措施,可以把个别损坏的振子断开,不会影响到别的振子正常使用。
3、振子脱胶,螺钉紧固+专用阵胶双重加固保证工艺,防止振子脱落。
4、不锈钢振动面穿孔,一般换能器满负荷使用10年可能会出现振动面穿孔的情况
对几种常见的工件表面状况,用超声波清洗工艺情况简介:
1.抛光件表面抛光膏的清洗
一般情况下,抛光膏常常采用石蜡调合,石蜡分子量大,熔点较高,常温下呈固态,是较难清洗的物质,传统的办法是采用有机溶剂清洗或高温碱水煮洗有许多弊病。采用超声波清洗则可使用水基清洗剂,在中温条件下,几分钟内将工件表面彻底清洗干净,常用工艺流程是:浸泡超声波清洗清水(净水)漂洗。
2.表面有油及少量锈的冷轧钢板
冷轧钢板表面一般有油、污或少量铁锈,要洗干净比较容易,但经一般方法清洗后,工件表面仍残留一层非常细薄的浮灰,影响后续加工质量,有时不得不再采用强酸浸泡的办法去除这层浮灰。而采用超声波清洗并加入适当的清洗液,可方便快捷地实现工件表面彻底清洁,并使工件表面具有较高的活性,有时甚至可以免去电镀前酸浸活化工序。
3.表面有氧化皮和黄锈的工件 传统的办法是采用 或 浸泡清洗。
如采用超声波综合处理技术,可以快捷地在几分钟内同时去除工件表面的油、锈、并避免了因强酸清洗伴随产生的氢脆问题。